產品列表 / products
- 德國倫茨
- 奧地利e+e
- 德國TECHNOKON
- 德國ARADEX
- 德國菲尼克斯
- 德國KTR聯軸器
- 美國POSI-FLATE
- 德國GSR
- 德國薩姆森
- 韓國TKC
- 法國巴士德
- 德國WIKA
- 美國米頓羅
- 德國TWK
- 德國STAUFF西德福
- 德國bernstein博恩斯坦
- 德國Novotechnik
- 意大利eltra意爾創
- 意大利atos阿托斯
- 德國BURKERT寶德
- 德國HYDAC賀德克
- 德國balluff巴魯夫
- 德國Rexroth力士樂
- 德國IFM易福門
- 德國巴士德Barksdale
- 德國PILZ皮爾磁
- 意大利GEFRAN杰弗倫
- 美國MAC
- 美國MOOG穆格
- 美國Dytran
- 德國P+F倍加福
- 德國HAWE哈威
- 德國ECKERLE
- 德國schmersal施邁賽
- 德國FESTO費斯托
- 德國SCHUNK雄克
- 德國HISCHMANN赫斯曼
- 德國MURR穆爾
- 德國EUCHNER 安世能
- 德國prominent普羅名特
- 美國NUMATICS紐曼蒂克
- 美國VICKERS威格士
- 美國ASCO阿斯卡
- 美國BANNER邦納
- 美國BENTLY本特利
- 美國MTS
- 美國FAIRCHILD仙童
- 德國E+H
- 美國Watts沃茨
- 歐美進口設備
- AVENTICS安沃馳
- Associated Research
- 海德漢HEIDENHAIN
- 德國施頓SCHIEDRUM
- 德國TR帝爾
- GF
- 丹麥GRAS
傳感器防錯技術
傳感器防錯技術
傳感器和RFID對于*防錯技術,是無以倫比的組合。
工業傳感器已經在基本的自動化應用中證明了其作用,而它的防錯功能正受到越來越多的關注。傳感器防錯技術,通常與RFID技術結合使用,提供簡單有效的方法,確保零件無差錯并且以正確的方向和位置擺放。這些傳感器提供標準的輸出,包括離散輸出(是-否)或者模擬輸出(測量值或者位置),將傳感器應用在防錯技術中包括確定所需的防錯等級以及將傳感器zui有效的利用。
為了使傳感器正確工作,需要一定的條件:零件需要固定良好;每個零件需要具備一定數量的檢測點;零件檢測點的位置需要恒定不變。
裝配和自動化使用各種各樣的傳感器技術,以確定零件無缺失、特征檢測/確認、孔洞缺失和配合確認。高精度的投射、反射、散射光學傳感器都廣泛使用于零件缺失檢測中,當需要檢測非金屬部件時,傳感距離可以超過30-40mm。
如果簡單的“是"“否"這樣的答案并不足以成功安裝零件的時候,模擬傳感器可以提供額外的信息,在多變的生產環境中達到防錯的目的。模擬傳感器以模擬信號的形式提供零件的位置信息,此型號可以直接與控制系統接口,可以直接測量,也可以作為連續變量“是"-“否"的判據。
一些模擬傳感器提供一個或多個離散輸出,也提供連續變量“是"-“否"的判據,而不會影響控制系統的工作。
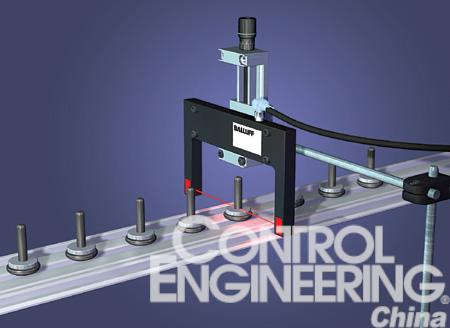
基于激光的傳感器在防錯應用中能夠提供更高等級的精度、易用性和成本效率。激光傳感器檢測產品詳細信息,使用散射或帶背景抑制的散射技術或者使用透射光或者反射光技術阻斷光束。
光束類型傳感器可以基于被測物件的陰影差別或者物位差別來檢測產品詳細信息。通常的陰影差別包括色彩偏移、表面高光和光澤度。物位差別指產品相對于傳感器的位置差別。
紫外跟蹤是zui可靠的復雜裝配防錯技術。紫外跟蹤過程包括兩步:首先在被跟蹤零件上涂跟蹤材料,然后使用紫外線傳感器檢測跟蹤材料。
使用紫外線波長的好處在于跟蹤材料是人眼不可見的,不會影響產品外觀。很多油脂和潤滑劑對紫外線傳感器天生具有激發作用,所以很多柴油機試驗臺和動力系統生產廠家都在潤滑劑測試時使用紫外線傳感器來檢測泄漏和溢出。
與零件裝配和自動化一樣,金屬成形中的防錯也具有相同的原理,只是需要幾個額外的檢測點。為了達到零瑕疵,需要額外的檢測點用來保護沖模不受損壞、防止沖模鎖緊以及確保生產不停進行。
離散傳感器用來監控剝離器位置、帶料送料、導向孔和其他特征。他們也可以用于沖模穿孔和出件檢測中的防錯應用。
近距離模擬傳感器可以用來測量彎曲角度、有效特征、測量關鍵精度,通常用于單機站點防錯應用的壓力平衡測量。光電傳感器可以用來測量精密輥式進給裝置、出件和穿孔檢測。
防錯中的RFID技術
例如:RFID技術在金屬成形中的應用可以保證沖模都在正確的沖壓位置,此技術也被應用于沖模確認和跟蹤上,這一點在用戶有很多工具時是很重要的。
傳感器和RFID技術的結合使用也可以減少返修工藝中的錯誤發生。RFID標簽位于零件上或者托盤上,可以控制做什么和什么已經做過了,不只是在一個自動化站點上,而是在站點之間。
當問題部件到達了返修區域,RFID標簽就通知返修PLC,PLC控制傳感器確保維修工具處于正確的位置、正確的順序,進而確保維修程序的正確性。這種情況下,操作員就只是一個簡單的執行者,受軟件指揮,軟件信息來源于RFID標簽,并由傳感器控制。
柔性加工要求同一生產線能夠生產多種不同版本的產品。當前正在加工的版本必須搞清楚,因為不同版本的產品對于防錯有*的特征。將一個小型數據器上的存儲了結構信息的RFID系統被*地貼在結構底盤上,是完成區分版本的的辦法。
基于傳感器的RFID系統已經被證明在機械加工中特別有用,數據存儲在托盤上,托盤在加工中心中進出。在裝配開始之前,數據存儲器下載零件的結構信息用以指導之后的流程。通過將防錯傳感器檢測到的信息與數據存儲器中的結構信息對比來判斷裝配是否正確。
結構信息可以分散存儲到每一個托盤中,由控制系統統一管理,也可以不受控制系統干預獨自運作。這樣的差別直接影響到控制系統和數據存儲器之間的通訊方式。
當使用分散存儲方法時,RFID系統必須同時支持讀寫功能,能夠通過如DeviceNet和Profibus之類的標準接口操作數據。在裝配開始之前,結構信息被寫入數據存儲器。裝配系統在每一個站點讀取結構信息,確定應該執行什么裝配操作和采用什么防錯措施。而且,實際的測試結果還可以下載到數據存儲器中用于后續存檔。
當結構信息在控制系統中統一存儲統一調度,就可以使用一種簡單經濟的只讀并行接口。直接與控制系統輸入端連接的8位接口可以顯著地減少接口時間。控制系統將存儲在控制系統內部的結構表與托盤數量對應,建立一張虛擬結構表。

